激光焊接在動力電池行業(yè)中的應(yīng)用
來源:寶鄂實(shí)業(yè)
2020-02-13 15:04
點(diǎn)擊量:次
激光焊接在動力電池和超電容器行業(yè)中的應(yīng)用
動力電池激光焊接第一名
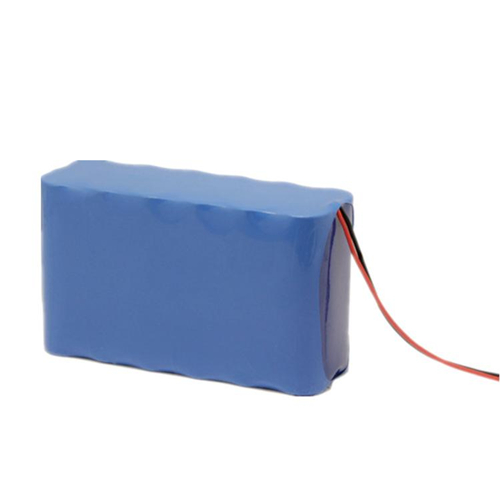
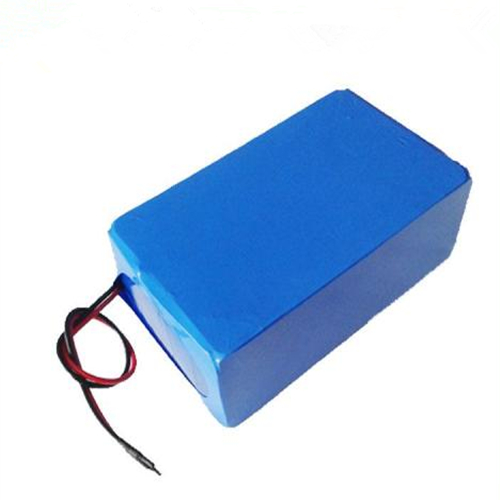
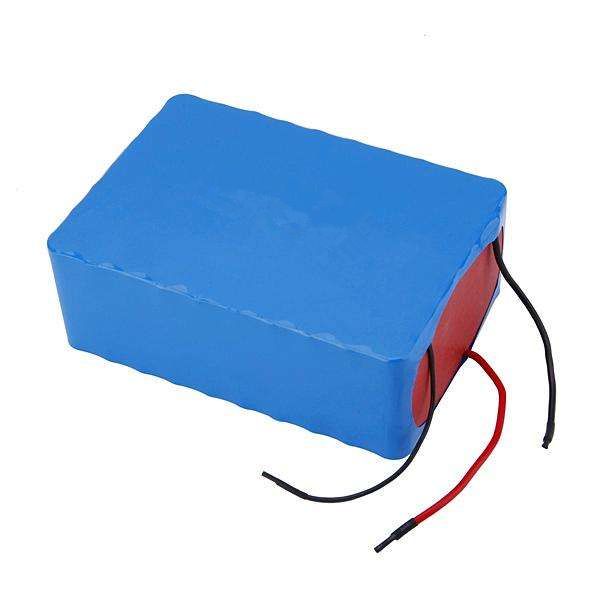
動力電池按外形分為方形電池、圓柱電池和軟包電池三種(見圖1),外殼材料主要為鋁和不銹鋼,但主要為鋁,其中1000系列和3000系列較多。
第二,動力電池焊接工藝難點(diǎn)
一般要求殼體厚度小于1.0mm。目前主流廠家根據(jù)電池容量,主要采用0.6mm和0.8mm作為外殼厚度。焊接方法主要分為側(cè)焊和頂焊。側(cè)焊的主要優(yōu)點(diǎn)是對電池內(nèi)部影響小,飛濺不易進(jìn)入外殼內(nèi)部。因?yàn)楹附涌赡軙?dǎo)致膨脹,這將在設(shè)備上有輕微的影響在隨后的過程中,一邊焊接過程有更高要求的穩(wěn)定激光,數(shù)據(jù)和協(xié)調(diào)的清潔頂部覆蓋和外殼之間的差距。但是,由于頂部的焊接過程是在一個表面上進(jìn)行的,所以可以選擇一種更有效的可控震源掃描焊接方法,但這需要較高的入殼度和前一過程的定位,對設(shè)備的活動性要求較高。
鋁包電池現(xiàn)在占所有電池的90%以上。鋁的激光焊接比較困難,會遇到焊接痕跡的表面問題、氣孔問題、爆炸問題、內(nèi)部氣泡問題等。表面凸點(diǎn)、氣孔和內(nèi)部氣泡是激光焊接的致命弱點(diǎn),由于這些原因,許多應(yīng)用必須停止或避免。很多電池廠家在開發(fā)初期都會對此大頭痛,究其原因,首先是選擇的纖芯直徑過小或激光能量設(shè)置過高形成的。還有很多因素會導(dǎo)致爆炸(也稱為飛濺、飛濺),比如數(shù)據(jù)的清潔度,數(shù)據(jù)本身的純度,數(shù)據(jù)本身的特性,以及起決定性作用的激光的穩(wěn)定性。在臨時動力電池焊接,焊接工藝技術(shù)人員根據(jù)客戶的電池材料、形狀、厚度、強(qiáng)度要求,選擇適合的激光和焊接工藝參數(shù)、焊接速度等波形,高峰,焊頭傾角設(shè)置合理的焊接工藝參數(shù),如確保焊接效果,畢竟,滿足電力需求的電池制造商。
受來料配合精度等因素的影響,方形電池焊接角問題最為簡略。根據(jù)實(shí)際情況不斷探索需求,可調(diào)整焊接速度以應(yīng)對此類問題。圓形電池沒有這個問題,但后續(xù)集成到電池模塊更加困難。
介紹了動力電池激光主動焊接系統(tǒng)
該系統(tǒng)可用于完成激光焊接、氣密性檢查、短路檢查、電池打標(biāo)、不良品主動清除等相關(guān)工序。
激光焊接的部分是由激光器、激光焊接接頭,XYZ三軸運(yùn)動控制軸,旋轉(zhuǎn)裝置,電池夾具(緊迫的和更積極的夾具),裝卸機(jī)械手,等等,其主要作用是:電池從組裝線夾緊到焊接的焊接操作平臺,并將焊接后的生產(chǎn)線。
氣密性及短路檢查部件由氣密性檢查部件、短路檢查部件、內(nèi)部管道輸送系統(tǒng)、檢測機(jī)械手上料、檢測機(jī)械手下料等其主要作用是:電池的焊接生產(chǎn)線最后剪輯內(nèi)部管道運(yùn)輸系統(tǒng),為了定位,氣密性,短路相關(guān)檢驗(yàn),測試完成后將味道好抓回干一行,壞產(chǎn)品除了浪費(fèi)在盒子里。測試漏液部分,對電極和蓋板進(jìn)行三通檢查。
打標(biāo)部分由激光打標(biāo)機(jī)進(jìn)行,抓定位布置,其主要作用是對焊接產(chǎn)品進(jìn)行打標(biāo)??捎糜诮饘僦破?包括鋁)正壓測試,短路檢查之間的積極的和消極的,積極的和蓋板,負(fù)面的積極的一部分高速馬克12數(shù)字+字母代碼(三個字母代碼,九位數(shù)字代碼),+ 8 * 8的二維代碼。